随着我国铸造技术的持续进步和生产经验的积累,国内铸件产品的市场竞争力逐步提升。但低端的铸件相对来说生产门槛低,市场竞争越来越激励,对铸造企业来说,降低铸件废品率,保证产品质量,就是提高利润的主要途径。
一般砂芯在铸型中,主要靠芯头固定,但有时,有些结构特殊的铸件,砂芯无法设置芯头或只靠芯头还难以稳固,经常遇到型芯在金属液作用下漂浮移动,铸件内孔位置偏错,使形状、尺寸不符合要求,尺寸出现偏差的情况,导致铸件批量报废,对铸造企业来说是就是雪上加霜。因此很多铸造企业,在生产的过程中,会采用芯撑来加固砂芯,起到辅助支撑作用,减少铸件偏芯,壁厚不均匀的问题。
但每家铸造企业,生产的铸件结构不同,材质不同,对芯撑的结构要求也不同。在河北某大型铸造企业的铸造技术人员反馈说:由于市面上没有合适结构的芯撑,只能自己用车床加工,但这样成本又比较高,芯撑使用不当,可能还会出现其他铸件缺陷,比如芯撑与铸件熔合不良,就会产生铸件气孔。
在网上找过很多家做芯撑的供应商,但生产不同类型铸件,对芯撑的材质、厚度、重量、表面处理情况等都有不同的要求,做芯撑产品的企业也是鱼龙混杂,这种产品看似结构比较简单,其实对技术要求还是非常严格的。
我用过很多家企业供应的芯撑,质量最稳定的就是山东聊城联赫机械生产的芯撑。
在与联赫机械的董事长姜会科先生的沟通中,姜会科董事长表示,企业自成立以来,始终坚持“客户至上,信誉第一,质量为本,服务一流”的宗旨,“质量源于诚信”是联赫人的不断努力的宗旨和源源不断的动力。 因此,我们的经营理念就是:“我们的质量,是您成功的保证”,也是联赫人今后前进发展的永恒主题。成立42年来,一直致力于发展芯撑这一类产品,就是希望能够通过质量,不断帮助客户解决问题,目前企业有两片芯撑、三片芯撑、分割式芯撑、发动机芯撑等常用规格的芯撑,可以随时选购,也可以根据铸造企业不同的需求,定制生产各种规格的芯撑。
联赫公司多年来,产品质量及售后服务在同行业中获得了广泛的赞誉,与xx、xx、xx(合作企业案例)等国内知名的企业,有着深入的合作关系,产品质量及售后服务在同行业中获得了广泛的赞誉
在使用芯撑的过程中,由于经常遇到一些技术问题,联赫公司的技术人员,也总结了使用芯撑的过程中经常遇到的问题,希望能帮助铸造企业少走弯路。
1.芯撑的熔点应该比铸件材质的熔点高,至少相同,因此铸铁件采用低碳钢或铸铁芯撑,非铁合金铸件采用与铸件相同材质做芯撑。
2.金属液未凝固之前,芯撑应有足够的强度,不得过早的熔化而丧失支撑作用,在铸件凝固过程中芯撑需与铸件很好的焊合,因此芯撑的重量不能多大或过小。
3.芯撑表面应干净和平整,使用时,芯撑表面应无锈、无油、无水气,芯撑表面最好镀铝,也可以镀锌,这是为了防止芯撑表面生锈而不与铁液熔合好,同时芯撑在放入铸型之后,要尽快浇注,特别是湿型,以免芯撑表面凝聚水气而产生气孔或熔合不良
4.应尽量将芯撑放置在铸件不加工面上或不重要面上
5.芯撑要有足够的面积,芯撑数量根据经验确定
6.尽量避免在需要打压试验的铸件上使用,若使用时芯撑应与铸件本体熔合,或在最后清铲掉焊补
7.芯撑应避免在内浇道附近使用
8.为防止芯撑陷入砂型、砂芯(特别是湿型、湿芯)面造成壁厚不均,可在芯撑端面垫以面积适当的芯撑垫片
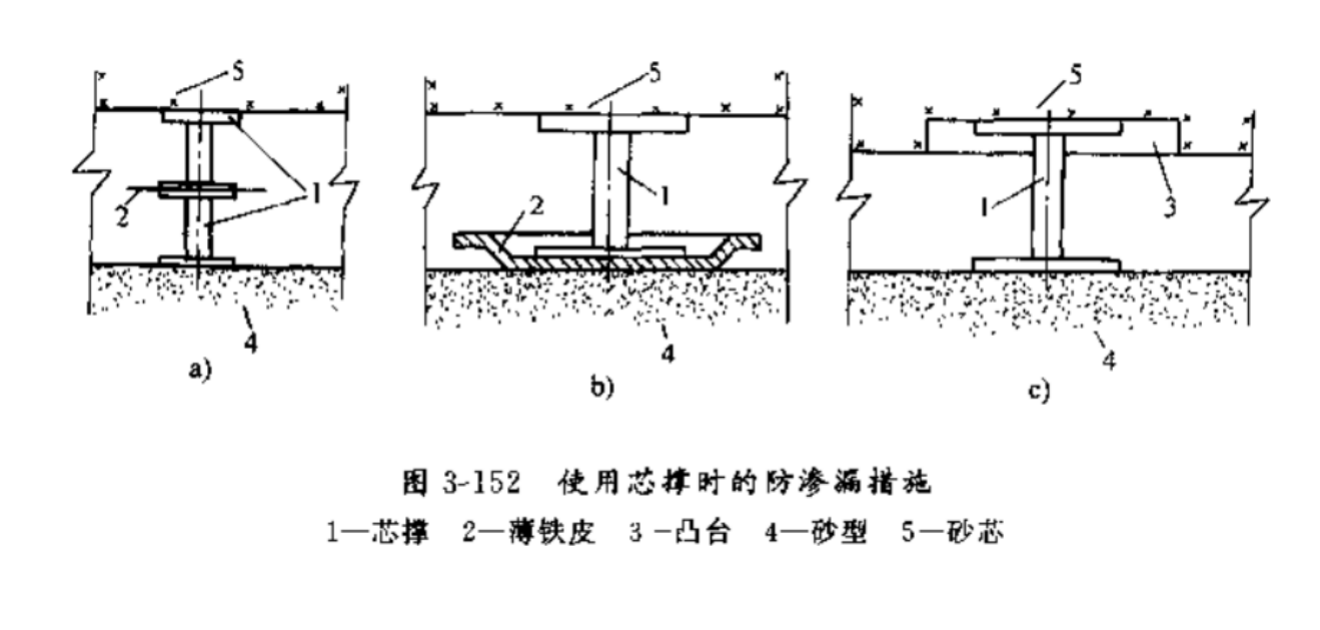
因为每家企业生产的铸件结构不同,对芯撑的材质,结构要求也不同,比如生产油箱、水箱及阀体这类在水压、气压环境下使用的铸件,尤其在8mm以下的薄壁件,需采用支柱上有凹槽或螺纹的芯撑或采用下图所示的防漏措施。
另外也分享了常用的芯撑的类型,结构与作用。
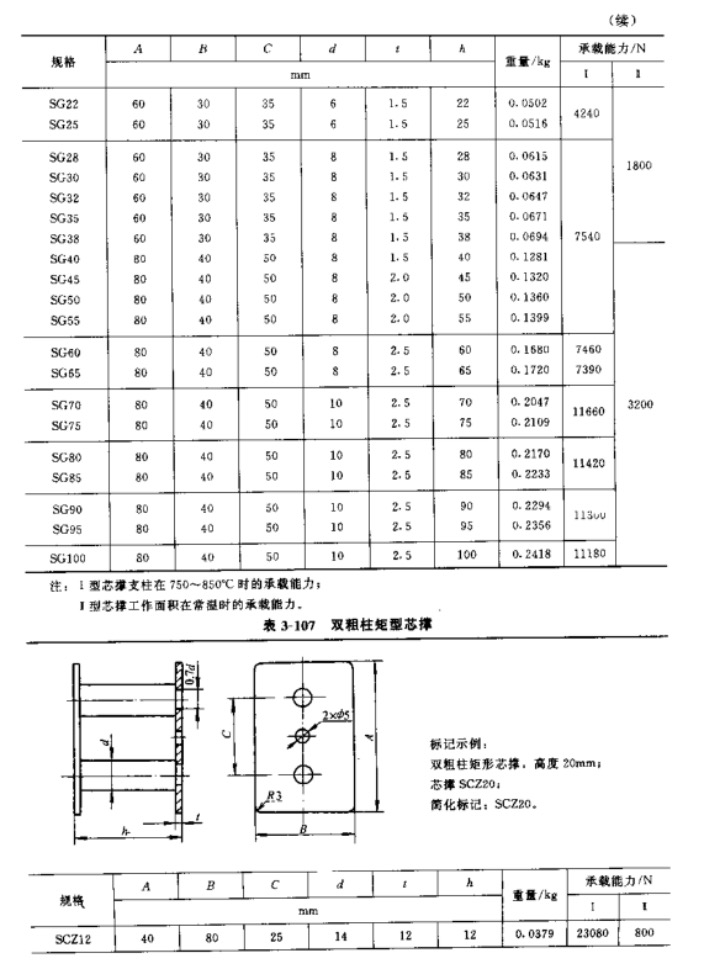
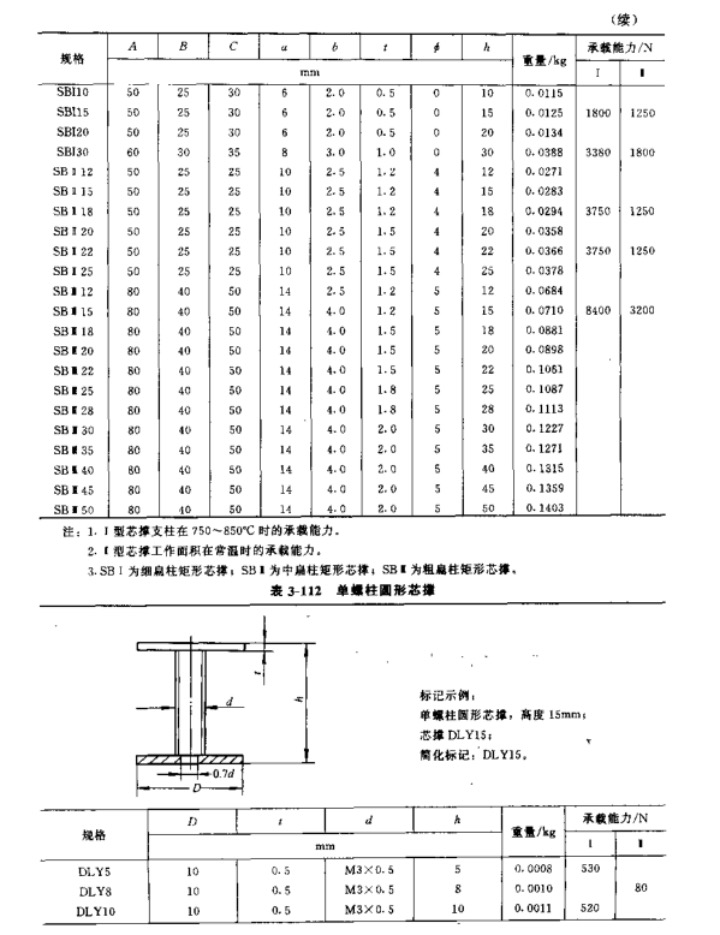
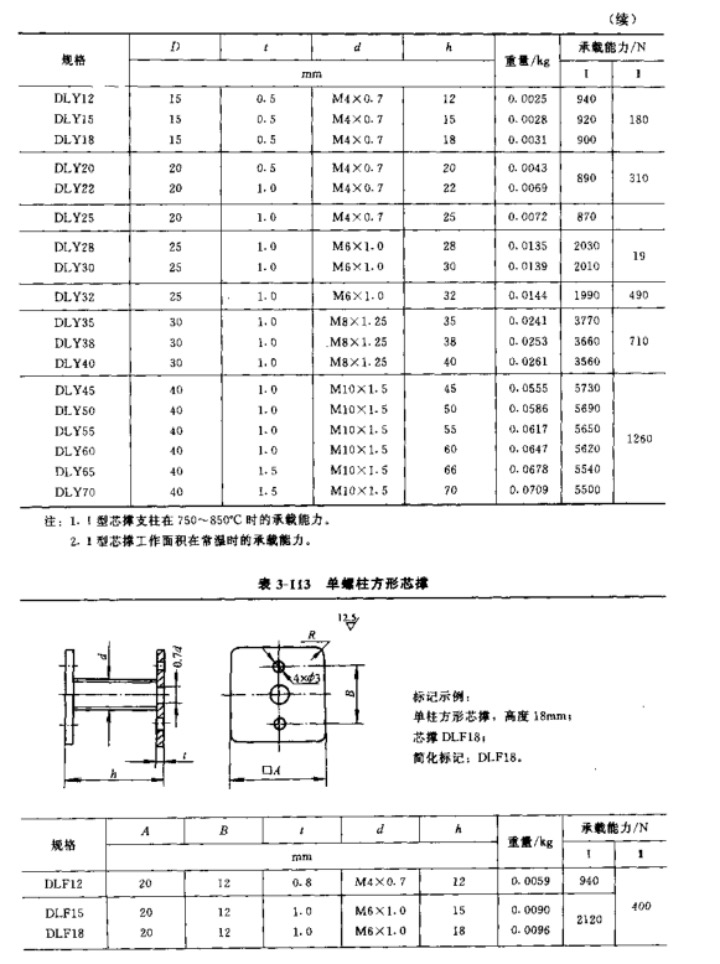
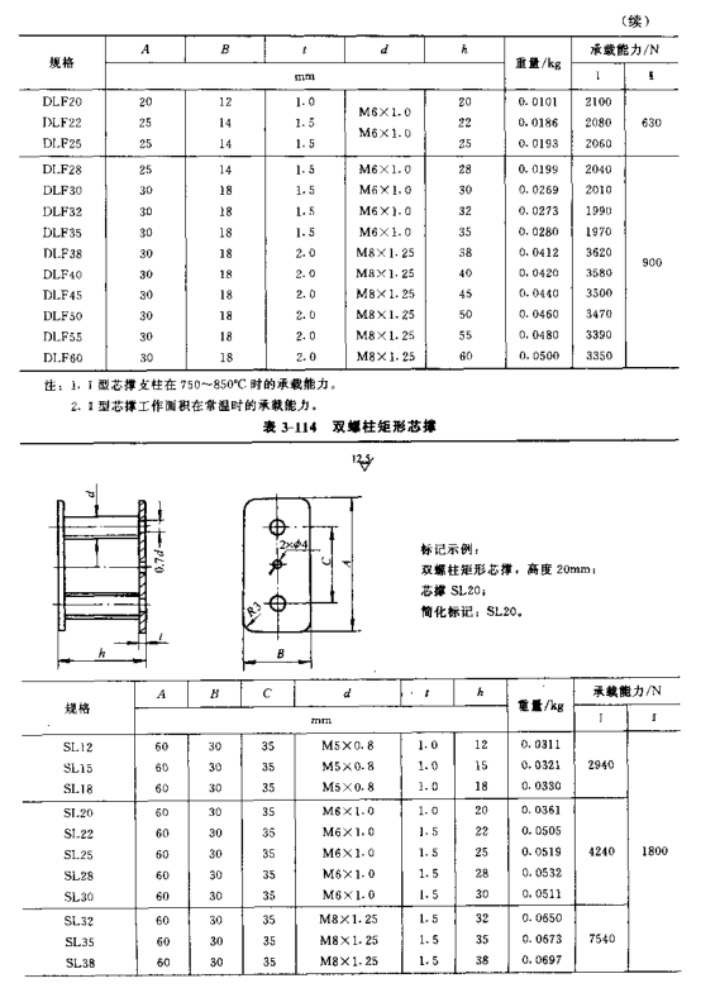
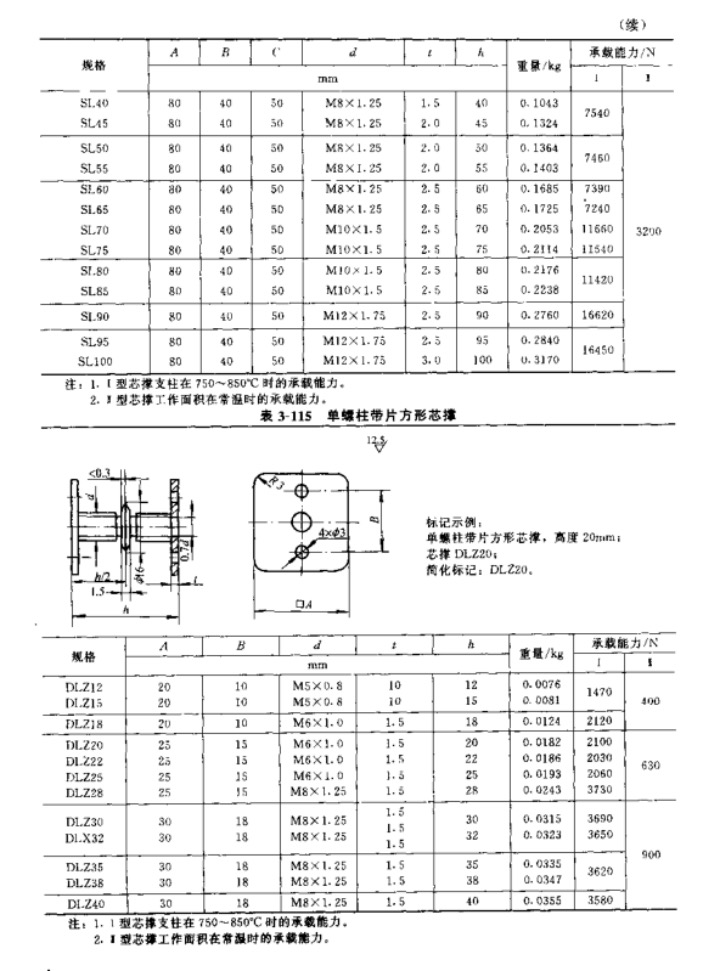
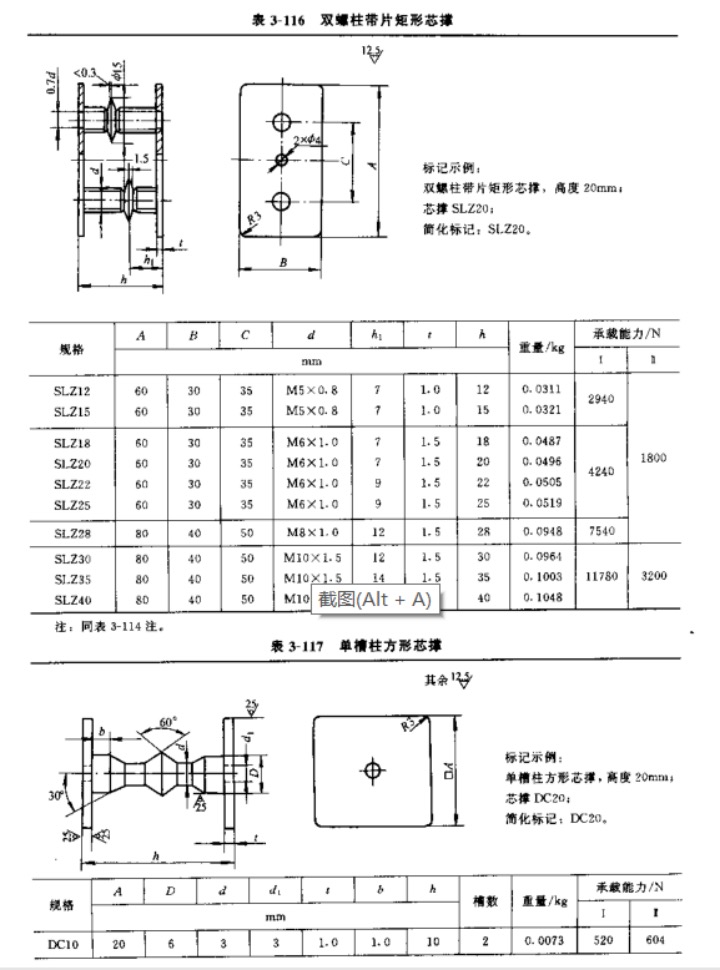
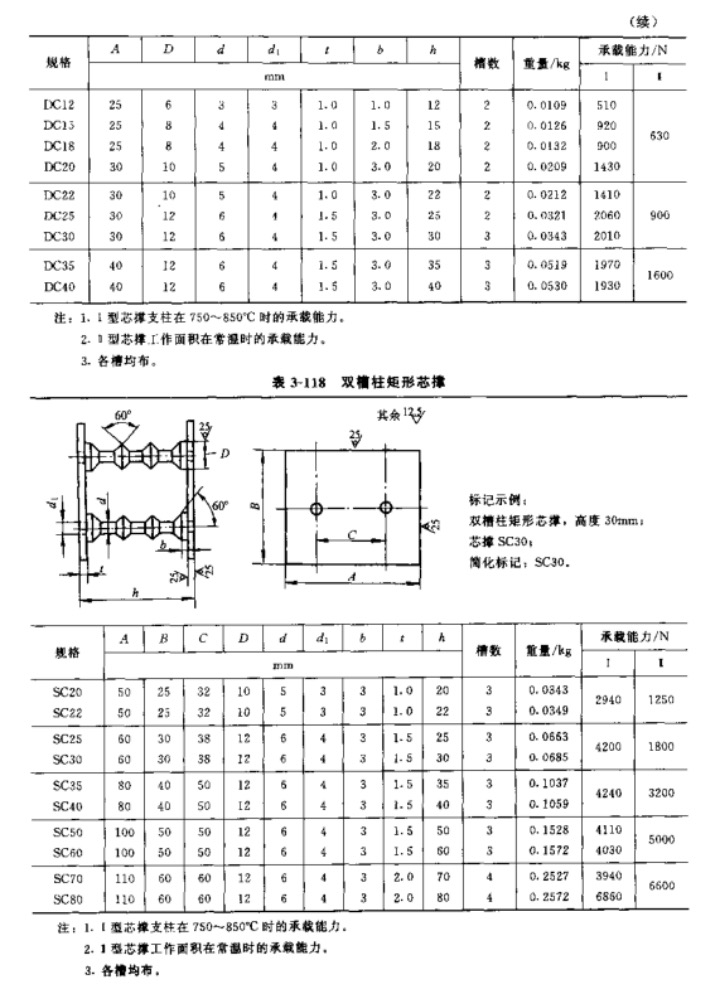
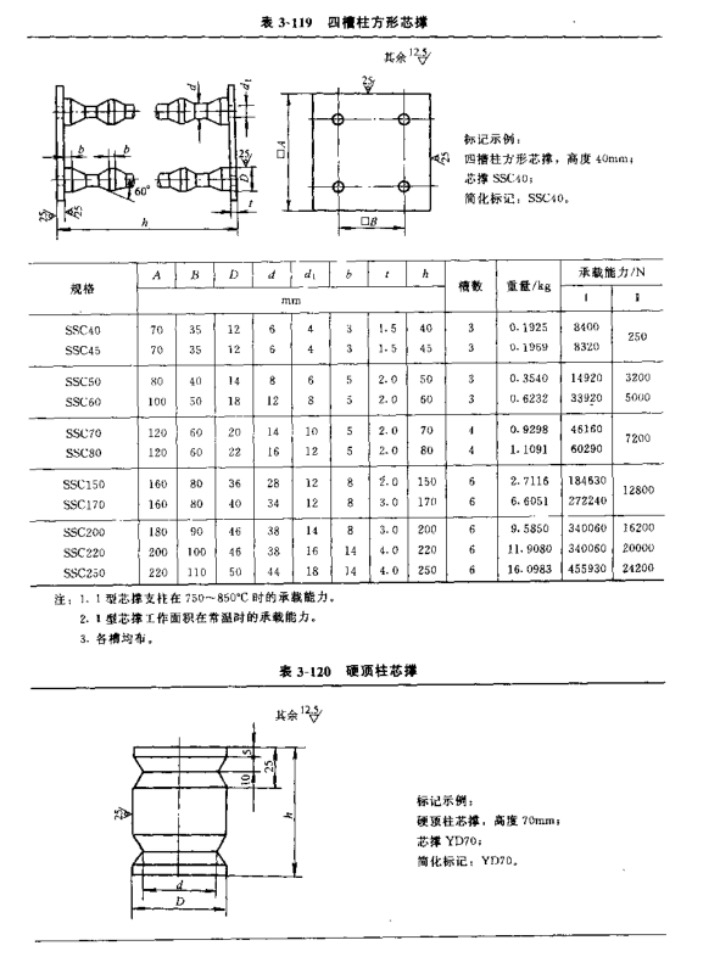
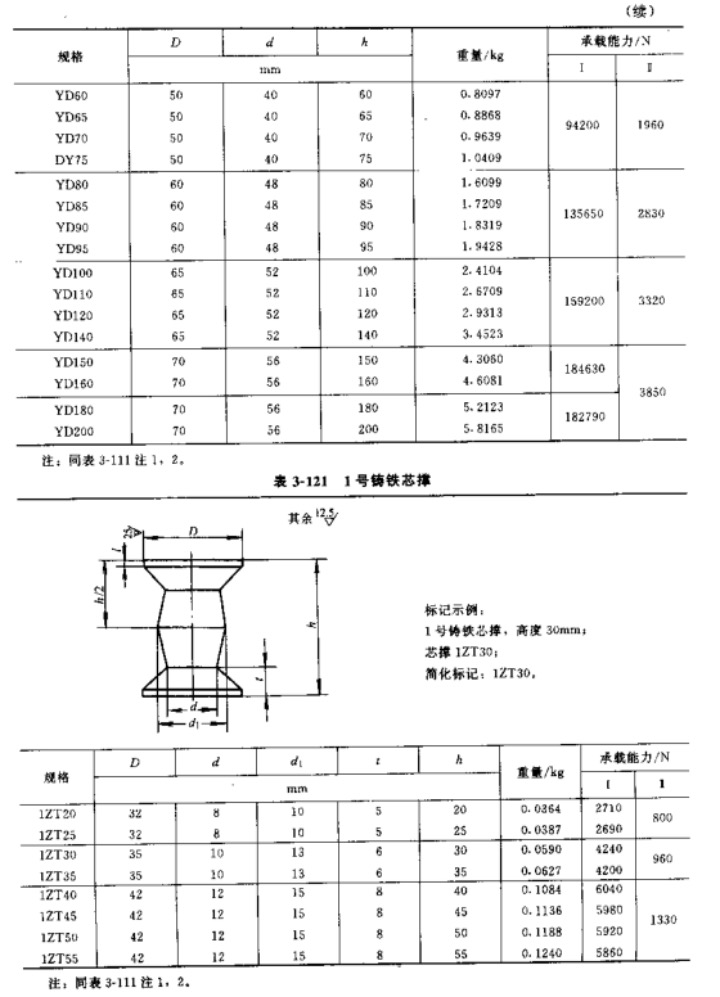
芯撑规格可参照下表:
| 名称 |
代号 |
| 单光柱圆形 |
DGY |
| 单光柱方形 |
DGF |
| 单光柱孔片圆形 |
DGK |
| 单光柱带片矩形 |
DZP |
| 单光柱带花片圆形 |
DZH |
| 双光柱矩形 |
SG |
| 双粗柱矩形 |
SCZ |
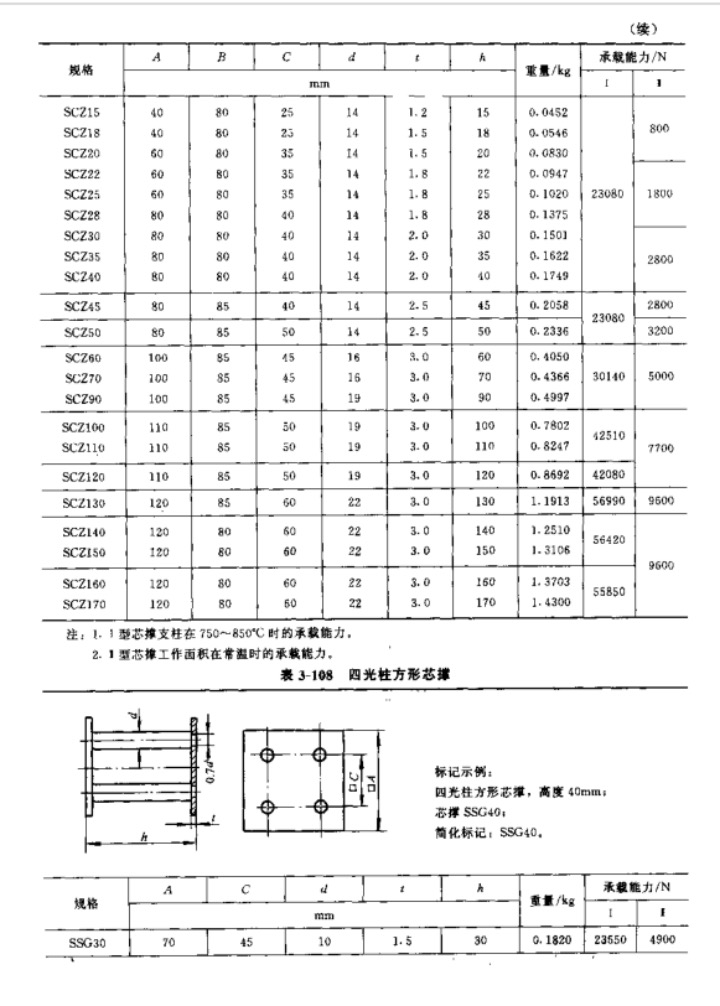
| 四光柱方形 |
SSG |
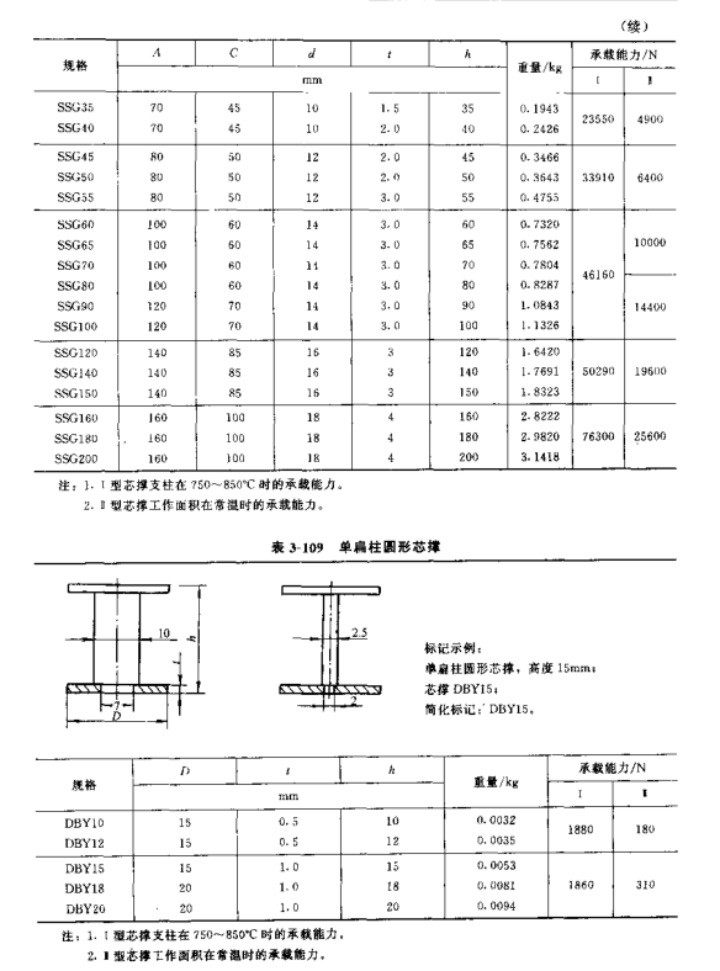
| 单扁柱圆形 |
DBY |
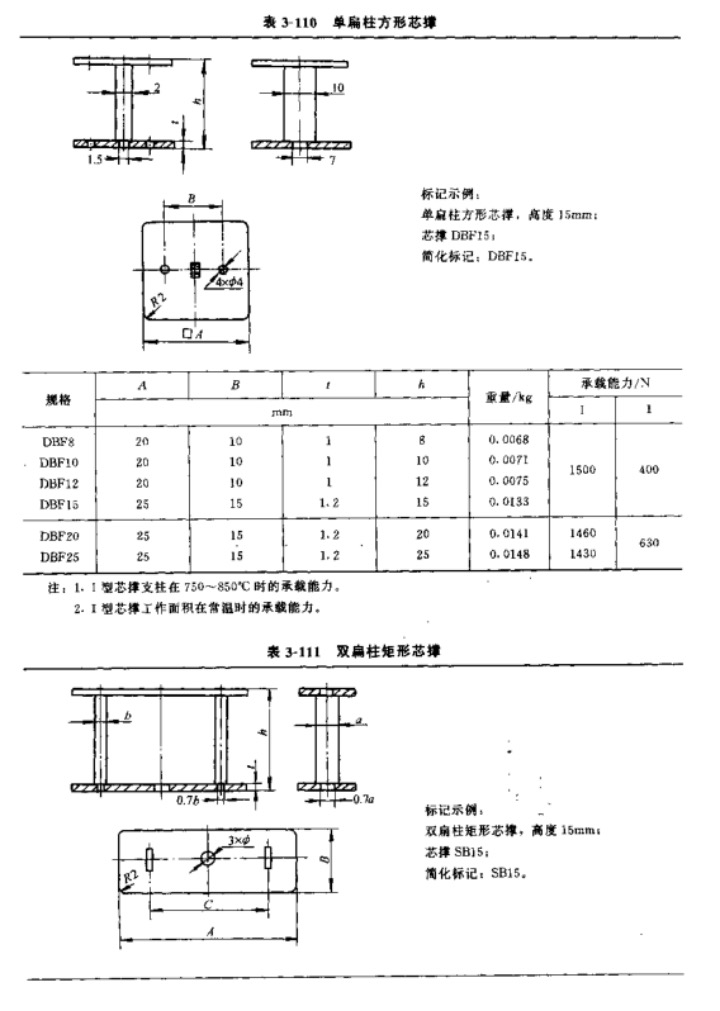
| 单扁柱方形 |
DBF |
| 双扁柱矩形 |
SB |
| 单螺柱圆形 |
DLY |
| 单螺柱方形 |
DLF |
| 双螺柱矩形 |
SL |
| 单螺柱带片方形 |
DLZ |
| 双螺柱带片矩形 |
SLZ |
| 单螺柱方形 |
DC |
| 双螺柱矩形 |
SC |
| 四螺柱方形 |
SSC |
| 硬顶柱 |
YD |
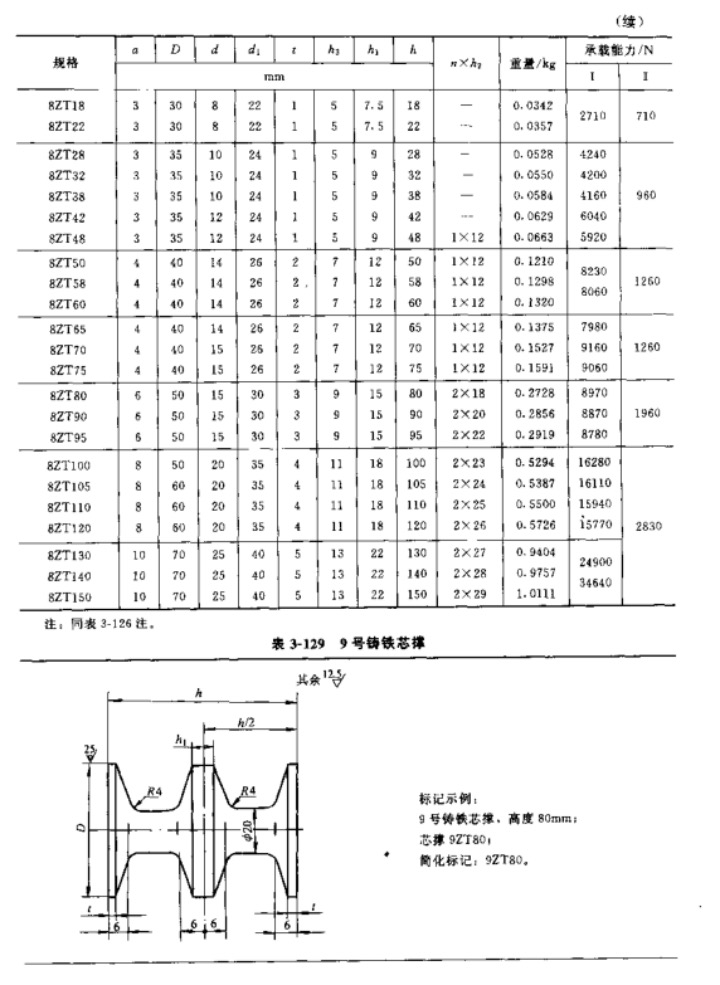
| 铸铁芯撑 |
ZT |
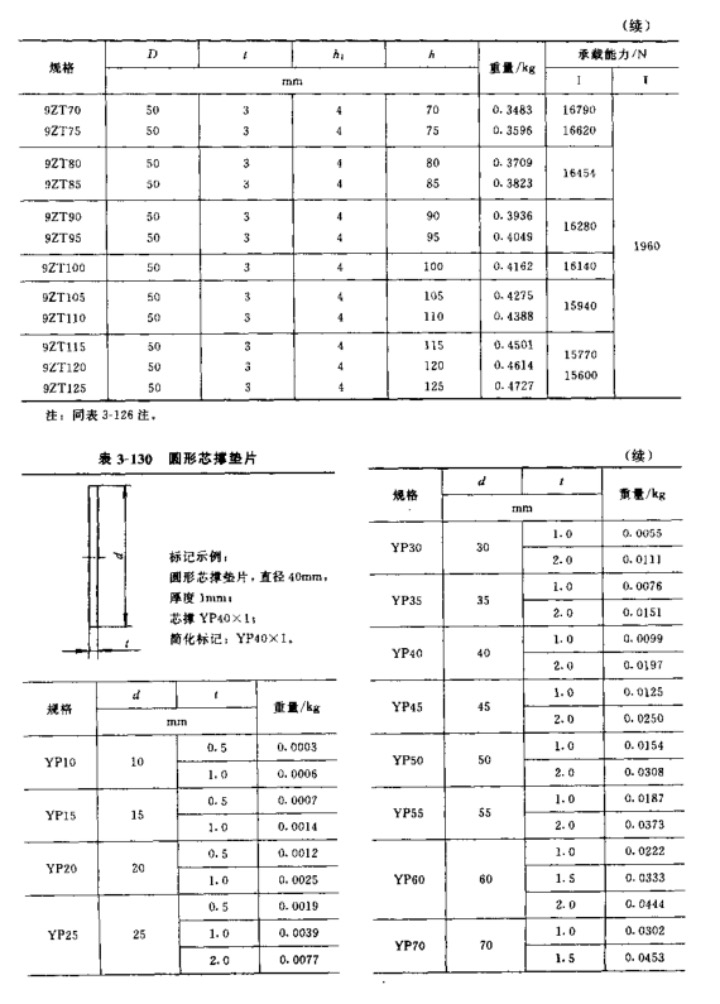
| 圆形芯撑垫片 |
YP |
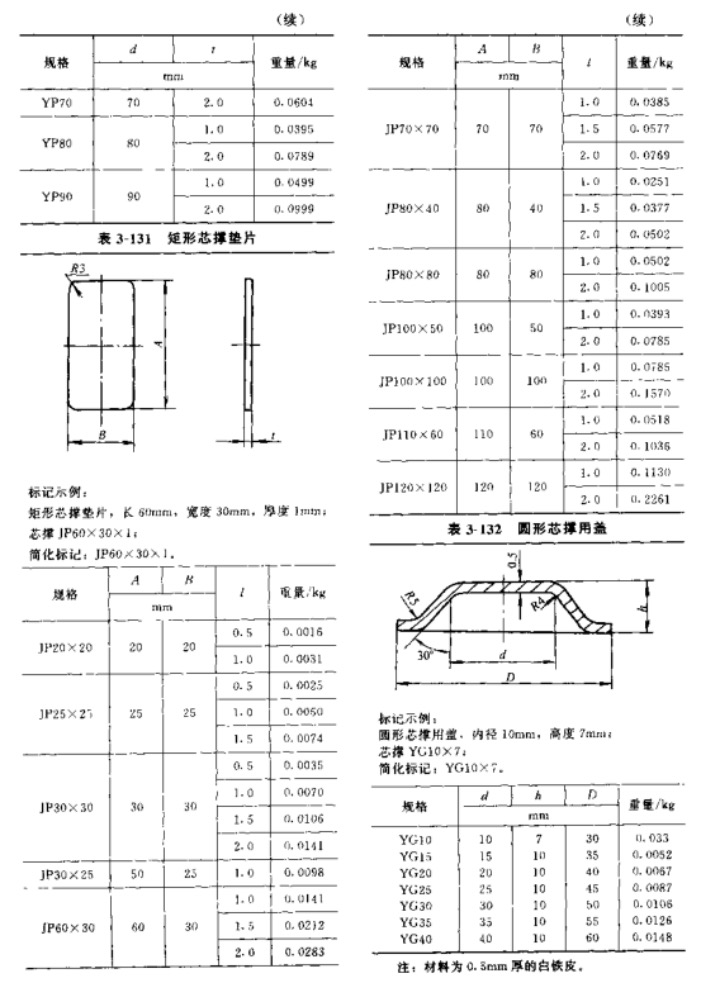
| 矩形芯撑垫片 |
JP |
| 圆形芯撑用盖 |
YG |
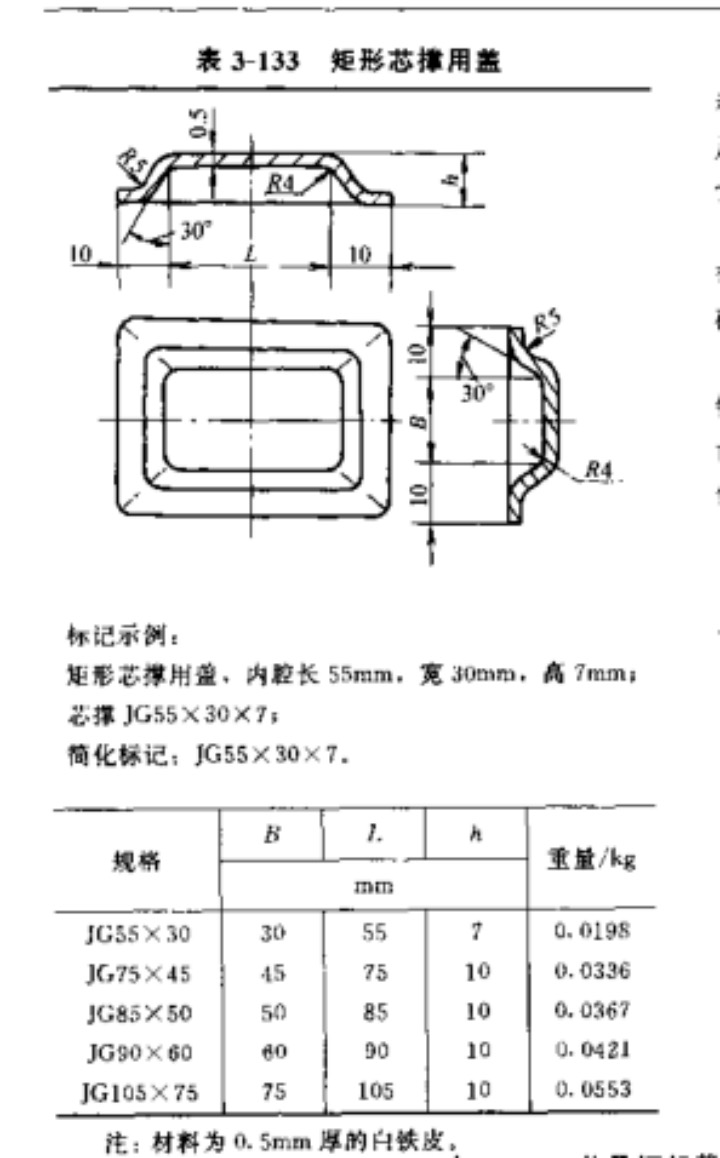
| 矩形芯撑用盖 |
JG |
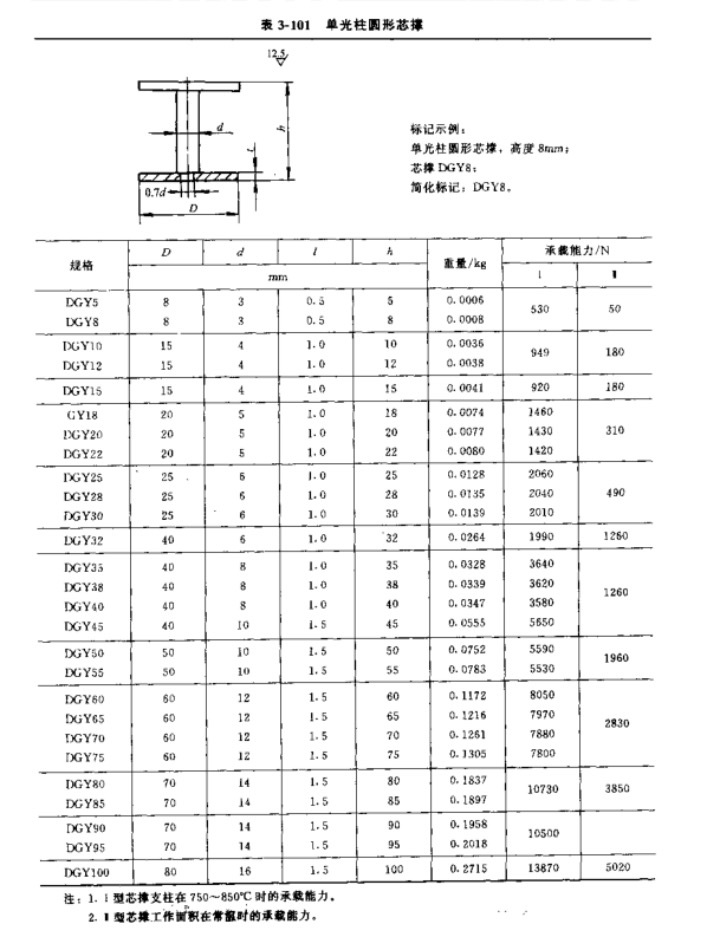
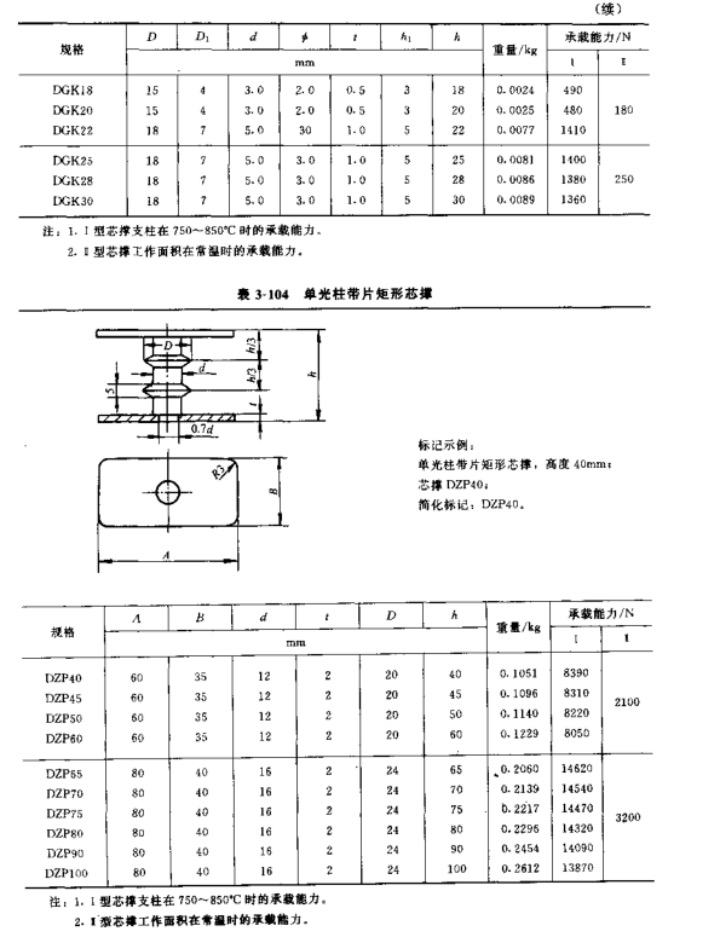
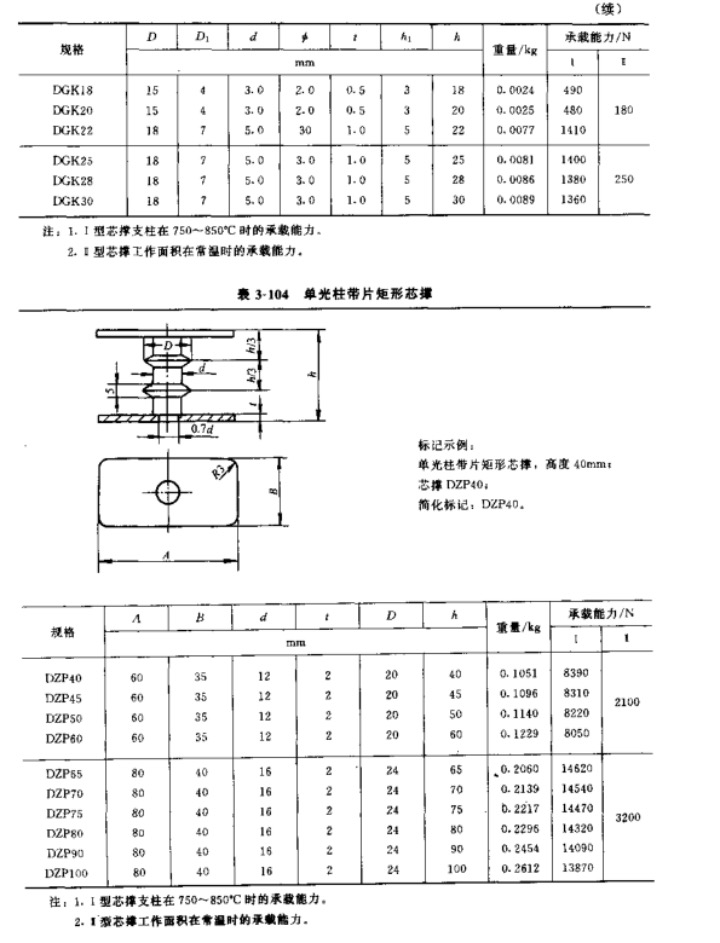
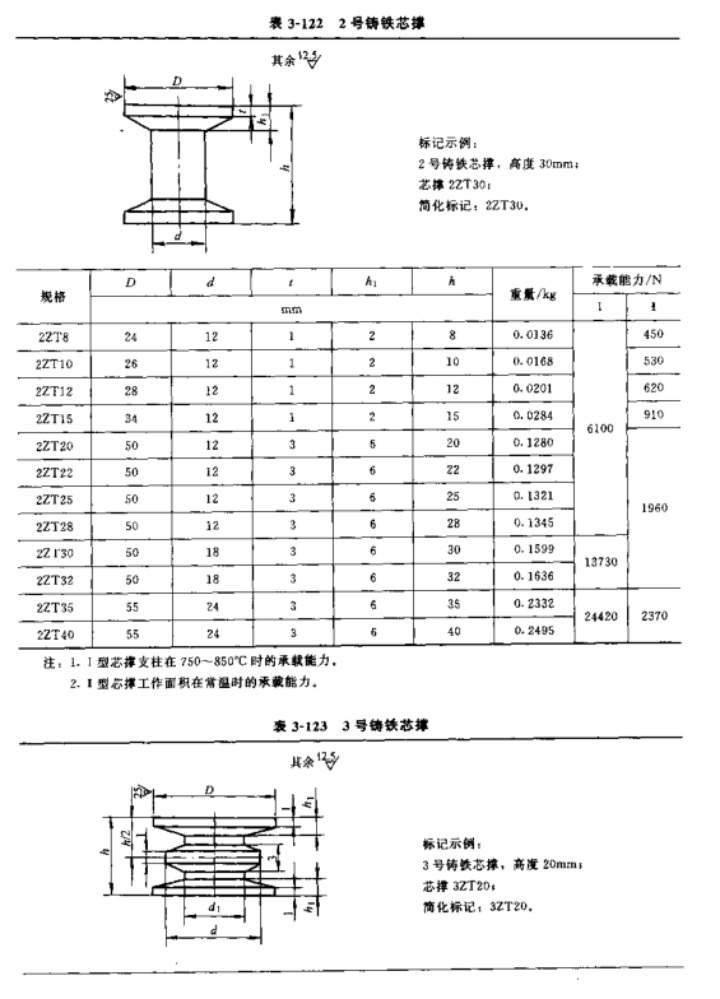
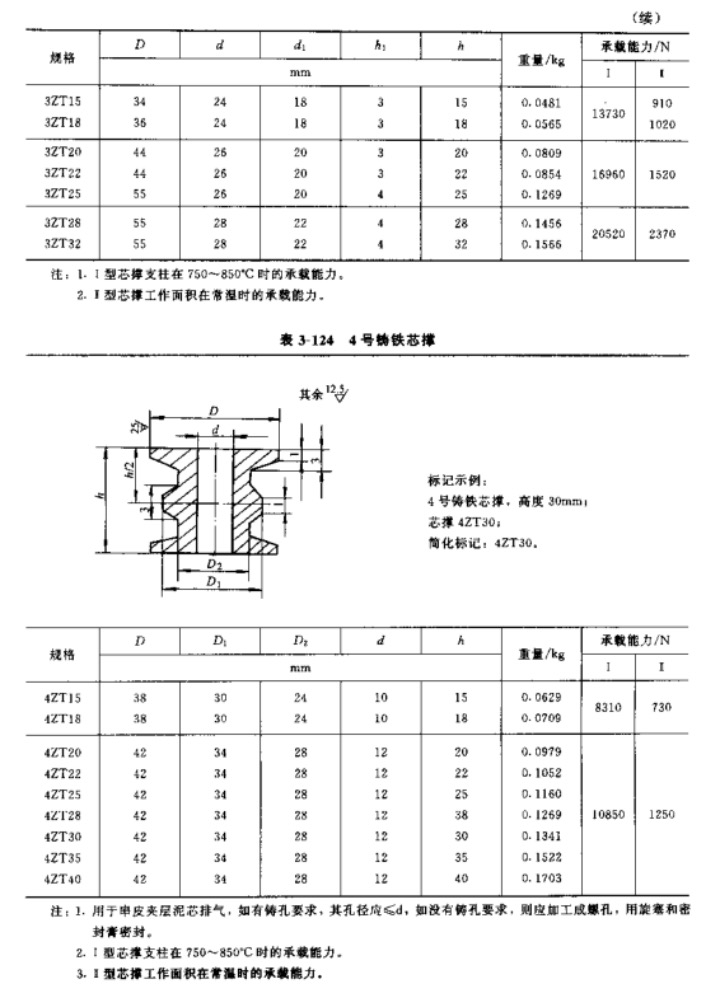
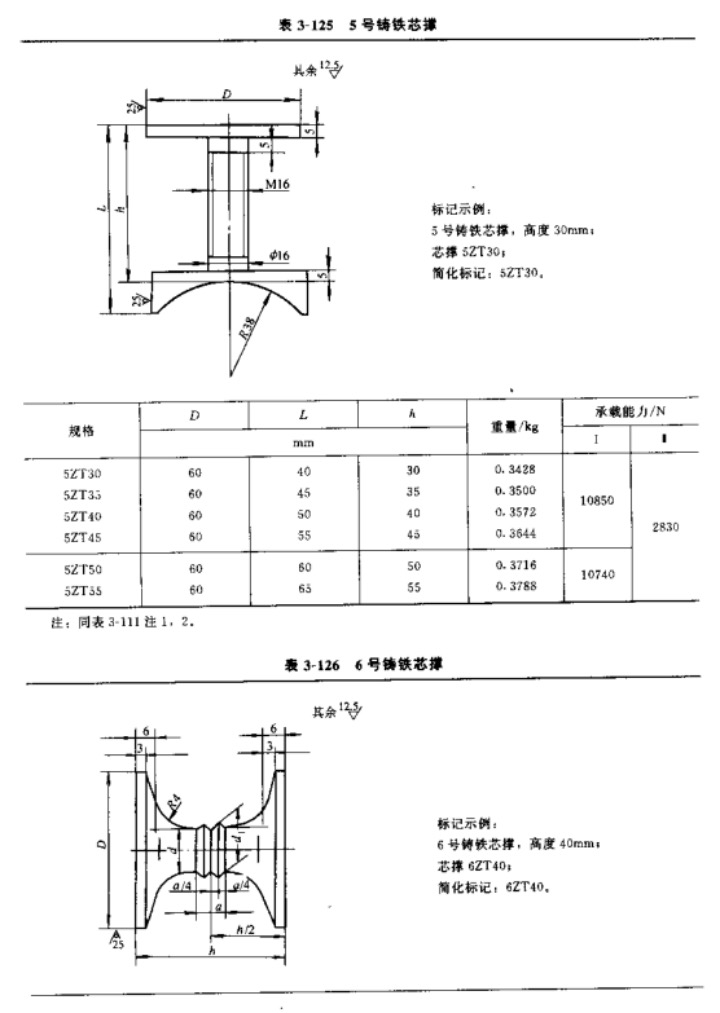
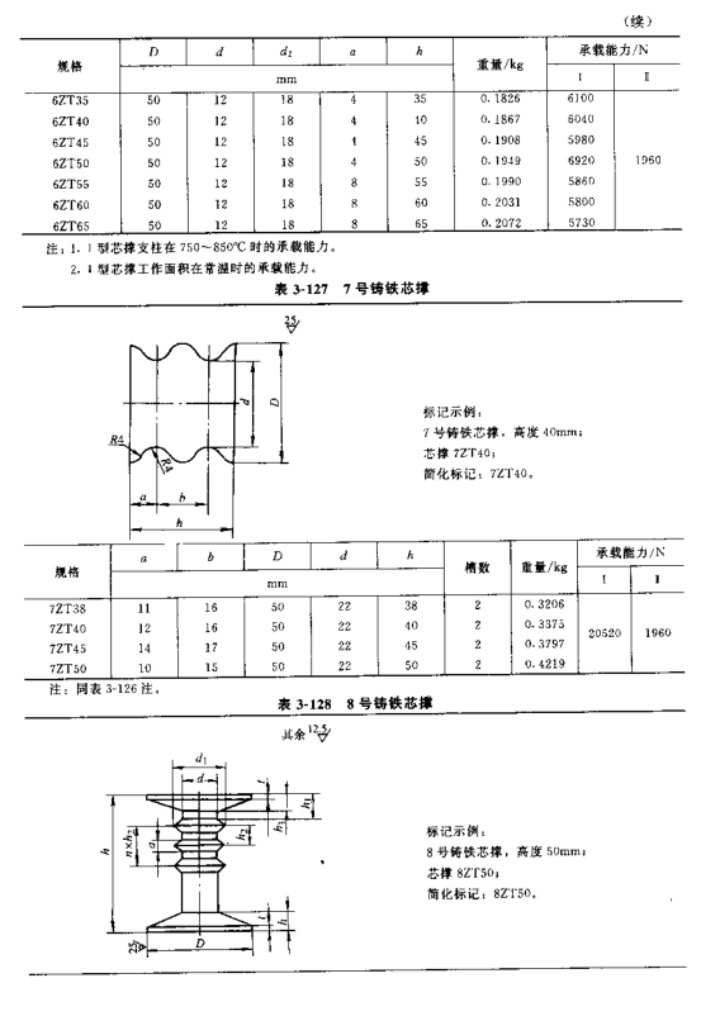
芯撑的具体参数,如下:





 QQ客服
QQ客服 